


kscarbel2
-
Posts
19,135 -
Joined
-
Days Won
115
Content Type
Profiles
Forums
Gallery
Events
Blogs
BMT Wiki
Collections
Store
Everything posted by kscarbel2
-
Commercial Motor TV - sponsored by DAF Trucks / August 25, 2016 .
-
There's no doubt that Scania man Martin Lundstedt is feeling torn this week.
-
Key word: “athletic” Scania Group Press Release / August 25, 2016 One of the guiding principles in the development of Scania’s new generation of trucks was to create work vehicles for professionals, featuring the world’s best driver environment. The result, after a more than a decade of work, shows all the signs of setting a completely new industry standard. As Scania prepared to launch its R-Series in 2004, work had already begun on the next generation of trucks. Working within a number of new projects, the company’s designers sought a deeper understanding of the qualities that distinguished Scania as a brand and characterised its products. Customers and drivers in different segments and markets around the world were interviewed about what Scania meant for them. “We also looked at what assets from our own history could be developed and we studied how society might look over the coming the 5, 10, 20 or 50 years,” says Kristofer Hansén, Head of Scania’s Styling and Industrial Design division. Driver safety, vision, and interior space In parallel with these more theoretical studies, Scania’s designers conducted a number of projects involving experimenting with the layout and functionality of the cab. Based on in-depth studies from ergonomists, different conceptual ideas, and personas (imaginary typical customers), a number of proposals were developed for possible solutions for how the driver environment, sleeping area, storage and other features could take shape, design-wise, in the future. One particular important decision in terms of the design that was made very early on was to move the front axle 50 mm further forward in the next generation of trucks. This has allowed the driver’s basic position to be moved 65 mm closer to the windscreen and 20 mm out towards the side compared to earlier cab generations. “Above all, this allows for major improvements in terms of driver safety, vision, and interior space,” says Hansén. “We also got more space for seat adjustment, storage and the bed. Overall, it helped produce a truck that’s even easier to manoeuvre and has a whole new field of vision from the driver’s position.” The starting point for work on the next generation was that Scania is one of the best trucks to drive and use – and that is should become even better. A big part of the development work, therefore, involved creating an absolutely world-class driver environment. “With our work we aimed for what we sometimes called “masterful control of majestic power,” says Hansén. “It was a description of an outstanding driver environment. It’s what you, as a driver, feel when you have climbed up into the cab and have all that power under you. It communicates directly with you through the wheel, the interior, the sound, colours and functionality.” Hansén continues, “So, the new interior and the driver’s position don’t try to hide that this is a working environment for professionals. The feeling behind the wheel should be like steering a big, powerful premium car, while also simplifying and strengthening functionality through the new digital interface integrated into the driver’s position.” Well-crafted design Field test drivers, customers and other test personnel have, during development work, experienced a level of quality and design in Scania’s new truck cab that is completely new for the industry. Repeatedly heard comments include that the design is well crafted and well thought out, and that it gives the driver a strong sense of being well looked after. Hansén explains, ”Every part and every feature has been exposed to an intense process of questioning and evaluation, and we haven’t taken the easy option of using solutions that after a short period of use will be perceived as meaningless and irritating. When it comes to the new truck’s exterior, Scania has placed the greatest emphasis on aspects related to aerodynamics and, as a result, fuel consumption. All surfaces, including the front, the sides and even the underside, are optimised for the lowest conceivable drag. A powerful interior The exterior design of the new generation of trucks is also built on an approach of asking the question what the product stands for and what Scania wants to convey. But what can designers do with the square box that a truck cab literally is? ”Early on in the project, we determined that we were more agile in our expression than our competitors, and also in our way of looking at what we offer as a brand,” says Hansén. “It’s not just a truck, but rather a whole transport service. Hansén continues, “‘Athletic’ was another word that resonated early on, sometime around 2007. We shouldn’t be some big, strong lump – like a sumo wrestler – but rather a first-class race horse – a thoroughbred – without an ounce of extra fat around its muscles. This, of course, all corresponds with the fantastic engine that we’re known for.” The guidelines for Scania’s new trucks were, thus, to continue to emphasise the existence of the powertrain, with a clear, big front cover and the surfaces around the truck serving as the aerodynamic coverings to a powerful interior. “For this reason, the design language is now more controlled, with sharper lines but at the same time a more accommodating roundness, instead of extreme angularity or simpler, trendier, round areas, which it would have been significantly simpler to build up a design around.” Another goal for Scania’s designers was for the new truck to be a market leader in terms of aerodynamics while at the same time incorporating features that were previously applied separately, such as the sun visor or extra wheel trim. Avoiding huge dash units As part of the basic configuration, position lights and extra lights are now located within the chassis, without negatively impacting aerodynamics. This opened the way for using specific form elements that allowed for the integration of new types of lamps in the cab and chassis, something that heavily contributed to how the new trucks is perceived as a whole. The design of the new dashboard is also built on a desire to avoid the clumsy and huge dash units that are often found in trucks. “We have also tried to express a sense of ‘Agile Strength’ and ‘Flexible Power’,” says Hansén. “Seen from above, the instrument panel has a wing profile that clearly delineates the driver side from the passenger side, or living room if you like.” Hansén concludes, “The panel that the controls sit on is divided up into two segments, an upper and a lower part with an elegant horizontal step in the middle. This makes it easier to find what you’re looking for, you can support your fingers on it, and it makes selection easier and clearer than if we had used a big flat surface with the controls placed wherever.” No unnecessary fat Scania’s new generation of trucks has been designed and developed by the company’s own designers. The guidelines for the design of Scania’s new trucks were to continue to emphasise the powerful engines, but within a slimmer and more athletic form. “The new trucks communicate a sense of power, but in a new, more efficient and more flexible way than the previous generations,” says Anders Lundgren (left), Team Leader for Exterior Styling on the new generation of trucks. “There’s no unnecessary fat around the muscles – these are thoroughbreds.” Human touch Anna Selmarker leads Scania’s efforts in the field of Human Machine Interface (HMI) – the digital interaction between human beings and machines. One of Selmarker’s most important tools is a driver simulator that can simulate virtually any environment or situation that a driver might be exposed to. A good example of the results is the new dashboard, where drivers can simply and intuitively find the information they require. “Our vision is for Scania drivers to always be able to say that they perform best, because they have vehicles that support them in the best and most efficient ways,” she says. “That’s been the guiding principle in our work with the new generation of trucks.” Passenger car feel Christina Isomaa is Team Leader for Colour and Trim for the new truck generation. She and her team work on the colours, textures, and materials of a variety of different details, both within the cab’s interior and on its exterior. “There have been lots of changes in terms of colours and material choices in the new generation of trucks,” says Isomaa. “We have textiles and other materials that can withstand dirt and heavy wear, leathers with fantastic qualities, and small details that create that little bit extra like wood and metal. These are things normally only seen in exclusive passenger cars, so we’re really pleased and proud of these new features.” Passion for details Håkan Kåreby and the Appearance Approval team literally put on white gloves to examine Scania’s new trucks in detail. The team is responsible for the final quality check on all incoming articles. “We thoroughly investigate all parts to check that they are consistent with the idea and the vision that we have for the next generation of Scania trucks,” says Kåreby. “In practice, this means that we examine every visible item, about 2,600 parts. We work with our eyes, which are our primary work tool. We have digital verification tools, we use CAD and other support systems, but our eyes are always superior when it comes to judging colour and shape.” Driver’s best friend Scania’s Styling department has spent a lot of time improving ergonomics and the user-friendliness of the driver environment in every conceivable way. “We work with biomechanical ergonomics, adapting the driver environment to the driver’s bodily requirements and limits,” says Fredrik Pehrson at Scania’s Physical Vehicle Ergonomics division. “Typical questions were how the driver’s seat should be designed. But we also work with macro-ergonomics, adapting the entire cab environment to the drivers’ overall needs in terms of living in and moving about the cab.” “Over the years, we have met and interviewed many drivers to identify their needs in all aspects: direct and indirect sight, space within the cab, the work involved in getting in and out of the cab, the ability to sleep well and store their things, and so on.” Photo gallery - https://www.scania.com/group/en/key-word-athletic/
-
The Southern Illinoisan / August 25, 2016 The seven commercial tractors and two trucks that Navistar International Corp. has donated to Southern Illinois University are to the automotive technology student what the cadaver is to a medical student. This major donation to SIU’s Department of Automotive Technology, announced by school and company officials on Thursday morning, represents an opportunity for students to dissect the latest technology hitting the highways. Navistar additionally donated several engines, transmissions, driveline and emission control components. The availability of the trucks will allow students hands-on learning in the processes of diagnostic testing and code interpretation to determine where and what a problem is on a truck when things go wrong, said John McCuistion, Navistar's global powertrain and chassis engineering director. The most critical element of the availability of the trucks on SIU’s campus is that it provides access to the latest technology so that students are on the cutting edge when they graduate into the workforce. “This is the technology that is really going to be quite beneficial,” he said. The partnership additionally includes commercial truck and equipment retailer Rush Enterprises Inc., which has donated licenses to Diamond Logic Builder diagnostic software. Officials from SIU, Navistar International and Rush Enterprises officially celebrated the public-private partnership at an event held Thursday morning at SIU’s expansive Transportation Education Center located on the grounds of the Southern Illinois Airport near Murphysboro. Dozens of undergraduate automotive technology students attended the gathering. Aaron Weckhorst, a senior from Champaign, said that it’s a boon for students because it allows them to get closer to the advanced technology they will be working with post-graduation in the automotive industry. “It’s definitely a huge advantage to work on these (tractors and trucks) as opposed to what we used to have,” he said. “The new vehicles are a lot more advanced than the previous one that we had so it’s a big benefit.” Commercial truck technology is rapidly evolving. Advances are in large part driven by federal government regulations aimed at reducing greenhouse gas emissions and improving fuel economy standards, McCuistion said. SIU and Navistar officials did not have an exact dollar figure to attach to the donation, but it is significant, to the tune of several hundred thousand dollars, McCuistion said. Just one truck can sell for upwards of $100,000, though the trucks donated to SIU are not licensed for the roadways. SIU Chancellor Brad Colwell said students “expect and deserve no less than the best” and that the Department of Automotive Technology is an example of that commitment to excellence. As part of fulfilling that promise to students, Cowell said, “higher education also needs access to the greatest technology, technological advances and business practices.” And he said public-private partnerships such the one between SIU, Navistar International and Rush Enterprises give students that access. Colwell also took a moment to note the beauty of the beasts parked behind him as he spoke at the podium — one in particular sporting SIU’s colors. “I love this particular truck behind me. It’s got a great grill, dual-smoke stacks, and it’s maroon in color. And if you don’t mind, I’m going to take it home for just a quick test drive,” he said, laughing. “But it’s probably worth more than my annual salary so I won’t do that.” The event was attended by four state lawmakers — Sens. Gary Forby and Rep. Brandon Phelps, both Democrats, and Sen. Dave Luechtefeld, and Rep. Terri Bryant, both Republicans. During his turn at the microphone, Luechtefeld noted the dire financial situation facing the state and the uncertainty that has created at public universities including SIU. Given all the angst, Luechtefeld said it was nice to celebrate “good news.” Looking out at the automotive technology students in the audience, he said they are the people “who will absolutely lead this industry” into the future, and of the department, he said, “this may be as good as it gets” when it comes to educational programs in the field. Michael Behrmann, chairman of the Department of Automotive Technology, said students graduate from the program well prepared for a variety of jobs in the industry, in both government and the private sector. He said undergraduate students are trained in the latest technology, diagnostic techniques, and development of diagnostic procedures. As well, they are trained in soft skills that include management of technology and personnel, marketing and business practices. The program is pumping out some of the brightest in the industry, Behrmann said. He also noted that the program further opens opportunities for Southern Illinois to draw employers in the automotive industry to Southern Illinois that may be attracted by the proximity of a well-trained workforce, vast land resources and access to interstates and railways. Behrmann said he works closely with economic developers to market the region to decision-makers in the industry looking for places to start up or expand. “This region is primed for future development and expansion of these companies when they’re looking at opportunities and locations,” he said. “Southern Illinois is a prime location for them to consider.” .


-
Fleet Owner / August 25, 2016 Despite diesel fuel prices being in a trough last year, 17 North American fleets kept investing in a number of fuel-saving technologies for their trucks, and it's been paying off. Compared to national average fuel costs for over-the-road Class 8 trucks in 2015, the fleets saved what would break down to about $29.5 million apiece last year, the North American Council for Freight Efficiency (NACFE) reports in its latest Fleet Fuel Study. This is the fifth go-round of this study, with the first of its kind published in 2010. Participating fleets included Bison Transport, Cardinal Logistics, CR England, Challenger Motor Freight, Crete, Frito Lay, Maverick, NFI Industries, Nussbaum, Paper Transport, Prime, Ryder, Schneider, UPS and XPO Logistics (another two contributed data for past studies but couldn't for this 2016 report). All told, the study fleets collectively boast some 62,000 tractors and 217,000 trailers, and they saved a total of about $500.6 million in fuel costs, the study finds. NACFE develops these annual reports along with Carbon War Room, another nonprofit that was the brainchild of Sir Richard Branson, with their combined effort known as Trucking Efficiency. The study fleets employ various combinations of 69 fuel efficiency technologies reviewed in Trucking Efficiency Confidence Reports including truck chassis, idle reduction, aerodynamic, powertrain and tractor/ trailer advancements, operational changes and more. Last year marked the single biggest bump northward in average fuel economy the study fleets have seen — 3% — from 6.87 to 7.06 mpg. All told, that extra fuel efficiency helped the 17 fleets save a total of $500.6 million vs. national average Class 8 truck fuel spending; the national average fuel economy for those trucks was 5.83 mpg. That's not quite the full story, though, noted Dave Schaller, industry engagement director at NACFE, since 7.06 mpg is the collective average mpg for the study fleets, which keep their trucks an average of 5 yrs. 3 mos. "If you look at a five-year time frame, we're seeing some pretty substantial differences in fuel economy between the truck that's being traded in — say, our 2010 model year — and the new ones being operated now," Schaller said on a call with reporters Wednesday morning. "We're looking at close to a 16% gain in fuel economy between the trucks they're stepping out of and the trucks they're stepping into." In addition, although crude oil and correlating gasoline/ diesel prices remain low or middling, Schaller pointed out that those prices are volatile and could be agitated easily. "We've just experienced, as our little planet is revolving today, two earthquakes greater than 6.0 [magnitude]. If one of those happened to hit in a fuel oil-producing area, fuel prices could change pretty rapidly — and people that didn't buy these technologies might be sorry." Three points stood out to the 2016 study authors: • The study fleets varied in their choices of fuel efficiency technologies. • New greenhouse gas and fuel efficiency regulations set out a longer-term adoption of these technologies as opposed to that of the study fleets, which means fleets in general will likely need to see lower total cost of ownership/ quicker payback to make these technology investments. • After five years of these studies, the Trucking Efficiency team noticed that trucks are being driven fewer miles. Following the Great Recession that hit hardest in 2008, fleets began upping truck productivity, hauling more tonnage with fewer loads. "This continues and even widens in 2016," according to the study. On that last point, NACFE and Carbon War Room suggest some explanations for what's driving the productivity increase. Freight could be becoming denser/ more tightly packed; trucks could be hauling more pallets per trailer; private fleets have been reducing their empty miles; wider telematics adoption could be boosting carriers' equipment visibility and helping tighten up routing, etc.; and maybe 3PLs are getting savvier at what they do. Can't be bothered with some tech Mike Roeth, executive director of NACFE and operations lead for Trucking Efficiency, stressed that point in the study that the participating fleets have all gone in their own directions with technologies they put in their trucks. That goes for even similar technology such as strategies/ tech to reduce idle time, but certain technologies stood out in that particular instance. Overall, he estimated that the fleets have about a two-year ROI for their technology costs. And although the fleets have continued to invest in fuel efficiency technologies while fuel's been cheaper, some technologies haven't fared quite as well in adoption rates as others. Essentially, Roeth surmised, those tend to be the ones that involve manual processes or require some driver inputs, like trailer boat tails the driver has to fold out. Another example is 6x2 axle configuration on tractors, which can increase tire wear and reduce traction. "I would throw 6x2 adoption into the bucket of technology that drivers don't really like and appreciate. In a time where in 2015, tonnage was way up and it's tough finding drivers, fleets decided, 'For awhile, I'm just going to stop buying some of these technologies that require driver intervention and take that off the table when I'm trying to recruit and retain drivers,'" Roeth said. "Some others [among less-driver-favored technologies] would be tire pressure monitoring systems, maybe some collision-avoidance systems — which really aren't in our study — or trailer tails that require drivers to do something," he added. "All those technologies require some driver interaction. They do have fuel economy benefits, but in a time when fuel prices are down, they just fall into this bucket where fleets go, 'I'll just wait, and when fuel goes up more, I'll buy these things and I'll deal with any driver education and reaction to it then.'" A palette of fuel efficiency tech: Choose your paint Roeth also noted on the call that a new NACFE confidence report for fuel efficiency technology due out this fall will address platooning with two tractor-trailers. A number of other technologies are listed in a Carbon War Room video, including the following: • Chassis technologies: 6x2 axles; 4x2 tractors; synthetic axle lube; two-speed fan clutches; clutched water pumps • Idle reduction technologies: electronic engine controls; diesel auxiliary power unit (APU); fuel-operated/ diesel-fired heaters; battery HVAC; automatic engine start/ stop systems; AC power ports; truck stop electrification; thermal storage systems; insulation • Powertrain technologies: automated manual transmissions; automatic transmissions; downsized engines; direct-drive transmissions; synthetic transmission oil; synthetic engine oil; fuel additives; economic engine parameters; gear down protection; predictive cruise control; altered vehicle gearing; clutched air compressors • Operational practices: speed limiters; driver economy training; driver incentives; in-cab behavior notifications; routing optimization; maintenance; coasting before engine braking • Tire and rolling resistance technologies: tire pressure monitoring (tractor); tire pressure monitoring (trailer); tire pressure inflation (trailer); low rolling resistance duals; wide-based tires (tractor); wide-based tires (trailer); aluminum wheels (tractor); aluminum wheels (trailer); nitrogen-filled tires • Tractor aerodynamics: aerodynamic tractors; tractor chassis skirts; aerodynamic bumpers; aerodynamic mirrors; remove parts on tractors; roof air fairing; cab extenders; fixed fifth wheel; tractor-vented mud flaps; tractor wheel covers; tractor weight reduction • Trailer aerodynamics: trailer wheel covers; trailer-vented mud flaps; trailer skirts; undertray/ bogie fairing; trailer nose cones; vortex generators; boat tails; narrow mud flaps; double/ triple trailers; part removal/ relocation; tractor-specified weight reduction .



-
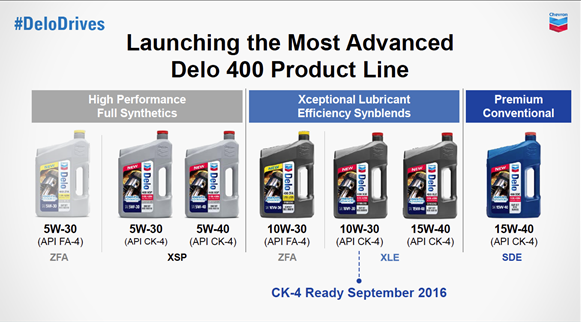
Heavy Duty Trucking / August 25, 2016 Chevron unveiled its new line of Delo 400 engine oils meeting the American Petroleum Institute’s new CK-4 and FA-4 heavy-duty diesel oil specifications, offering improvements in fuel economy and engine protection. These new API specifications, which go into effect Dec. 1, were requested by engine makers to help them protect modern engines while improving fuel economy. FA-4 engine oils are designed to provide optimized fuel economy and protection for the newest engines. CK-4 engine oils are backward-compatible but provide better protection for current engines than the previous CJ-4 category. Shawn Whitacre, Chevron senior staff engineer and chairman of the ASTM Heavy-Duty Engine Oil Classification Panel, called the rollout “one of the most significant new product introductions in our history, and the most extensive laboratory development program we’ve ever developed. “On top of the very significant laboratory test program, we’ve added to what I would say is the most rigorous, varied and exhaustive field testing program we’ve ever undertaken.” The new oils have been testing in close to 500 Class 8 trucks, as well as a broad variety of off-highway equipment such as cement mixers, construction equipment, mining and agricultural equipment. The oils feature what Chevron is calling Isosyn Advanced Technology, a combination of Chevron’t premium base oils, formulation expertise and additive chemistry. Officials note that Chevron is unusual in that it has its own company making the chemical additives necessary for engine oils today. (In fact, Chevron says, it was the first company to start adding chemicals to base oils back during WWII, allowing submarines to run longer between maintenance.) Chevron says the Isosyn Advanced Technology enables increased durability, through better oxidation control, anti-wear protection and piston control, while extending drain intervals compared to API CJ-4 oils. “We are seeing some of the longest drain intervals and best engine protection in our company history,” said Len Badal, global Delo brand manager. The technology also enables the company to offer lower-viscosity oils for better fuel economy. Badal pointed out that when the last oil category, CJ-4, was rolled out about 10 years ago, “We really only were worried about one viscosity grade, 15W-40. There was a little bit of 5W- 40 but that was a small part of the business. As you can see today we have a significantly wider range of products, and it’s getting bigger as new regulations come down, as we meet different customer applications.” In fact, Chevron predicts by the time the next oil category comes around, we will see even lower viscosity products. “You’re going to hear things about 0W-20s and 5W-20s and 0W-16s that today are not in the language of HD engine operators,” Badal said. As part of its product rollout, Chevron will launch an advisor service to help customers select the best products by assessing their business needs, analyzing their current lubricant choices and developing a customized action plan. For fleets that buy new trucks factory-filled with FA-4 engines but don’t want to handle two oils, Chevron said, it’s OK to use a CK-4 (or even a CJ-4 while they are still available), but there likely will be a trade-off in fuel economy and extended oil drain intervals. The 2017 Delo 400 Product Line The new Delo 400 product line will be available in a variety of viscosities and will support both API CK-4 and FA-4 categories. The first product to be available, starting in September, will be the Delo 400 XLE 10W-30 synthetic blend meeting API CK-4. It offers up to 1% fuel economy improvement for large trucks, deli says, and offers significant cost savings across entire fleets with maximum engine durability protection. Delo 400 ZFA 10W-30 is the new oil meeting the FA-4 category. Chevron says this 10W-30 offers the best fuel efficiency of the 10W-30s in its product line, with a 20% improvement over CJ-4 10W-30. Even though no engine makers have yet approved FA-4 oils for older engines, Chevron says in its own testing, this oil has performed well in EPA 2010 and EPA 2013 engines. Delo 400 XSP 5W-30 is a full synthetic meeting API CK-4. It offers up to a 2% fuel economy improvement for large trucks, excellent low-temperature performance, and the longest oil drain intervals in the Delo 400 lineup. It also can be used in a wide range of engines, from heavy-duty diesels to diesel Sprinter vans to gasoline vehicles. Delo 400 XSP 5W-40 is a full synthetic meeting API CK-4. Chevron says it offers 20% better oil oxidation resistance, extreme cold pumpability, high temperature protection, and a 50% reduction in wear vs. CJ-4 products. Delo 400 XLE 15W-40, a synthetic blend meeting API CK-4, offers up to 25% longer oil drain intervals over OEM published intervals, Chevron says. It features clean piston technology, meeting Mercedes Benz stringent MB228.51 piston cleanliness requirements. Delo 400 SDE 15W-40 is a premium conventional base oil meeting API CK-4. Chevron says it offers 38% better wear performance vs. a CJ-4 15W-40, up to 20% increase in total diesel engine life to rebuild, and excellent engine cleanliness performance. And depending on market demand, Chevron also has developed a ZFA 5W-30 full synthetic oil meeting FA-4. Because there are two separate oil categories, Chevron has paid attention to packaging and labeling to help customers differentiate between them. Specially labeled caps color coordinated labels and caps (red for CK-4, yellow for FA-4) are designed to make it easy to differentiate. In addition, full synthetics will be in light gray bottle. synthetic blends in charcoal gray bottle, and a new pearlized blue will designate the premium conventional product. For more information go to www.ChevronLubricants.com .
-
Cummins Adds 450-HP ISX12 Ratings Heavy Duty Trucking / August 25, 2016 Cummins Inc. announced the availability of two new 450-hp ISX12 ratings for linehaul and regional-haul truck markets. The 450 hp with 1650 lb.-ft. of peak torque and 450 hp with 1450/1650 lb.-ft. of peak torque are the newest ratings for the ISX12. The 450 hp with 1650 lb.-ft. of peak torque provides performance on the same level as 15.0L and 13.0L engines but at a much lighter weight, which means more payload capacity, according to Cummins. The 450-hp 1450/1650 lb.-ft. SmartTorque rating is ideal for such applications as tank and bulk haulers that transport heavy material on the way out, but return with a light or empty load. SmartTorque technology modulates torque output to deliver the adequate amount of torque needed for the work being done. Since its release in 2010, the ISX12 has performed well across a wide range of trucking applications, from regional-haul and bulk-haul to refuse and mixer. The engine, with its power take-off (PTO) capabilities, continues to benefit customers who demand more from their medium-bore engines. The ISX12 has been a dependable product for many customers across North America since its release, according to Cummins. Williams Tank Lines, based in California, hauls petroleum products and operates predominately ISX12-powered trucks. "The maintenance is a lot lower with the medium-bore ISX12, we've had [fewer] breakdowns, it's more dependable, more consistent. We have some that are approaching a million miles, and they haven't been overhauled," said Mike Williams, president of Williams Tank Lines. Along with these new ratings for regional-haul trucks, Cummins is continuing to work on expanded ratings for vocational trucks, to provide even greater productivity in ISX12-powered cement mixers, refuse, and vacuum trucks. The ISX12 will continue to be Cummins vocational and regional/bulk-hauling champion through 2017, and will be available through the end of 2018, with Cummins launching the next-generation X12 at the beginning of 2018.
-
Who designed/styled the Superliner?
kscarbel2 replied to sodly's topic in Antique and Classic Mack Trucks General Discussion
While the first generation RWL/RWS Super-Liner and WL/WS Cruise-Liner share the same Red Dot 210RD59301 grilledensor, they were two different design programs. FYI: We also offered it as a grille only without the condensor (still supplied by Red Dot), for customers who didn't spec air conditioning.....210RD59301P2. -
Teens beat good samaritan to death The Washington Post / August 17, 2016 Authorities in South Carolina say two teenagers have been arrested on murder charges after one of them shot and killed a man who had just helped them pull their SUV from a roadside ditch. Michael Odell Anthony Dupree-Tyler, 19, and Deon Antonio Frasier, 17, were denied bond on Tuesday in the shooting incident, which occurred Monday night in North Charleston. A witness asked the victim, Chadwick Garrett, to help the teens pull a 2016 Dodge Durango from a ditch along a narrow road. Witnesses said he agreed to help, for a $20 fee, according to court documents cited by CBS affiliate WCSC. After Garrett, 45, helped pull the SUV to the road, he asked the teens for his money. Frasier then drew a gun and shot Garrett in the chest. Frasier got into the vehicle with Dupree-Tyler and drove away. Police arrived at the scene about 11 p.m. Monday and found the victim lying on the roadway. Garrett was pronounced dead at the scene. After the shooting, a woman from the apartment where the suspects live called police and said the two teens had stolen her SUV. She gave a description of the vehicle as well as of Dupree-Tyler and Frasier, according to documents cited by the Charleston Post and Courier. Once the woman got the vehicle back, however, she tried — unsuccessfully — to call off the police response. Officers found the suspects at the apartment. After a brief standoff, police took the teens into custody. Dupree-Tyler admitted to police that he had been at the scene and Frasier admitted that he had shot the victim. In addition to the two murder charges, Frasier faces a charge of possession of a firearm during a violent crime, according to online booking records. At the bond hearing on Tuesday, Moses Garrett, the victim’s father, called the teens “cowards.” “It’s so sad; these young babies here, they’re getting more and more terrible out there on the streets,” he said in court. “You guys killed a man. Only cowards carry guns.” .

-
Father punches infant daughter to death The Washington Post / August 18, 2016 Cory Morris was home with the baby over the weekend, he told investigators. His girlfriend had gone to work and Morris was watching television. Then, the 4-month-old child, a girl named Emersyn, started to make some noises. Morris described it as baby talk in his interview with authorities. The Minneapolis father said he took Emersyn out of her swing, carried her into her room and placed her on a changing table. But Emersyn kept making noises, Morris later told authorities. So to quiet her down, Morris began to punch the baby. “He admitted he punched her approximately fifteen times in the face with a closed fist,” the documents state. “He stated he punched her approximately seven times in the chest with a closed fist. Defendant admitted squeezing her chest with both hands.” Emersyn was later pronounced dead. Morris, 21, has been charged with second-degree murder in the death of his baby daughter. “None of us can comprehend what this is all about,” said Hennepin County Attorney Mike Freeman. “And I’m a proud father of five and a grandfather of two. There’s nothing more important in my life than my children and my grandchildren. What is this? Why? Frankly, right now, we don’t know.” Freeman said there were “suggestions” of mental health issues, which would be evaluated. “But right now, we have charged him with second-degree intentional murder,” said Freeman Authorities responded to a Minneapolis home after a man called 911 and said he had killed his baby. Emersyn was unconscious when police arrived, and covered in blood. “The firefighters were the first to arrive to the residence and they found the baby on the changing station, lying in a pool of blood.” “Officers observed the blood spatter all over the wall and floor near the changing station in the baby’s room.” Morris was taken into custody and said he had repeatedly hit the baby. “His clothing, hands and arms were covered in dried blood and officers observed swelling to his right hand,” the police complaint notes. Emersyn was rushed to a hospital but died from blunt force trauma. Morris’s girlfriend told investigators that he watched the child about three to four times a week, while she is at work. She “stated Defendant can go from happy to mad easily” and had thrown things in the past. After police arrived and spoke with Morris, he expressed no remorse. .


-
Man beats 7-month-old girl to death The Washington Post / August 24, 2016 The 7-month-old girl had two burst blood vessels in her eye when she was dropped off at a day-care center in March. The center’s staff noticed more injuries when she was dropped off over the next few days at the center in the Minneapolis suburbs: bruises and scratches on the baby’s cheek the next day, and more on her back the following day. When the staff asked the baby’s caretaker, the live-in boyfriend of the girl’s mother, about the injuries, he said the child was injured at home. The next morning, on March 24, the man, Chris McMorris, didn’t bring the child to day care. Instead, he called 911. When emergency responders arrived at a home in Brooklyn Park, Minnesota, they saw McMorris sitting on a bed as he talked on the phone. The 7-month-old was lying on the floor, motionless. She was pronounced dead less than two hours later. Details indicate that the infant died a painful death. She had 11 rib fractures, plus bruises on her scalp, abdomen, back and buttocks. Her lacerated liver bled into her abdominal cavity, the document says. Based on her injuries, authorities said she was struck in the abdomen multiple times. They ruled her death a homicide. Hennepin County Attorney Mike Freeman says McMorris killed the child after finding out he wasn’t her biological father. A paternity test confirmed as much just three days before the child was killed. McMorris, 24, was charged last week with two counts of second-degree murder, punishable by up to 30 years in prison. “I’ve been in this business for 18 years as a prosecutor,” Freeman said. “If you don’t get upset by cases like this, you should get out of the business.” When police arrived at the home in March, McMorris was unable to explain why the baby had bruises or why she suddenly stopped breathing. He only said that the child was vomiting a white substance. The child’s mother told investigators that she didn’t notice the bruises and scratches that the day-care workers had spotted. The mother was unable to explain why her daughter had several injuries. Oddly, the mother is not named in the charging documents. The mother was living with McMorris and another child, a 12-year-old relative. McMorris is in custody in the Hennepin County Jail and is scheduled for a court hearing on Sept. 22. His total bail has been set at $1.5 million. .

-
Who designed/styled the Superliner?
kscarbel2 replied to sodly's topic in Antique and Classic Mack Trucks General Discussion
No I don't. Jerry C. Warmkessel and Terry L. Warmkessel are two different people. Jerry is younger. -
10-year old drugged, sexually assaulted, killed The Washington Post / August 25, 2016 When police were called early Wednesday to an apartment complex in Albuquerque, they thought they were responding to a battery call. When police entered the apartment, it was filled with smoke and they discovered the body of Victoria Martens partially wrapped in a burning blanket, inside a bath tub. The child had no pulse, her left leg was almost completely cut off and both arms were missing. She was pronounced dead at the scene. She had been killed hours before her 10th-birthday party, her body injected with methamphetamine, sexually assaulted, strangled and stabbed before being dismembered. The girl’s mother, Michelle Martens, 35; Martens’s boyfriend, Fabian Gonzales, 31; and Gonzales’s cousin, Jessica Kelley, 31, have been charged in connection with her death. Martens told police her boyfriend drugged her daughter 'to calm her down' so that he and Kelley could have sex with her. Martens told police that Gonzales choked her daughter to death after having sex with her. Gonzales claims that Kelley, who he identified as his cousin, stabbed and dismembered the 10-year-old girl. “This homicide is the most gruesome act of evil I have ever seen in my career,” says Albuquerque Police Chief Gorden Eden Jr. “A complete disregard of human life and betrayal by a mother.” Police said the girl had been drugged with methamphetamine, sexually assaulted and stabbed. Police were called to the Arroyo Villas Apartments in northwest Albuquerque about 4:30 a.m. Wednesday. The call was about an aggravated battery. A woman, later identified as Martens, told police after they arrived that “someone killed her daughter” and the woman was still inside the second-floor apartment. Gonzales, who was wearing bloodstained shorts, told police that he was cleaning himself up before officers got there. When the officers tried to get inside the apartment, another woman, later identified as Kelley, slammed the door shut and locked it with a chain. She then jumped from the apartment’s balcony, but was later arrested. Meanwhile, the fire alarm inside the apartment went off. Officers went inside the smoke-filled unit to try to look for the child, and found her body in the bathroom. They also found bloodstains on the carpet of the girl’s bedroom. The the mother, who also has a younger son, told police that Gonzales and Kelley dismembered Victoria. One of the police officers who arrived at the apartment found the girl's body in a bathroom, rolled up in a blanket that had been set on fire. The officer put it out. Some of her remains were found in a plastic bag in a hamper near the kitchen. Martens, Gonzales and Kelley are facing several charges, including child abuse resulting in death, kidnapping, tampering with evidence and conspiracy. Gonzales also is charged with criminal sexual penetration of a minor. Gonzales denied any involvement in the child’s death and pinned the alleged crimes on Kelley. “Jessica Kelley did it,” he said during his arrest Thursday morning. Tanner Tixier, spokesman for the Albuquerque Police Department, says what Gonzales said isn’t a lie. “Not the whole truth,” Tixier said, “but it’s not a lie.” Tixier said that Martens, who has a cut between her eyes, showed no remorse when talking to detectives, the Albuquerque Journal reported. Kelley remained at a hospital Wednesday night. “This is a horrific tragedy for our community. When something like this happens to our community, it has an effect on each and every one of us,” Eden, the police chief, said at a news conference Wednesday afternoon. “I want to assure the public that we will pursue justice, and we will make sure that we exhaust every resource into this investigation.” He said there are no other suspects in the case. Methamphetamine, much of it provided by Mexican drug-trafficking organizations, is the foremost drug threat in New Mexico, according to a 2011 report by the Justice Department. Methamphetamine represented about 25 percent of all drug reports in Albuquerque during the first half of 2013, according to a 2014 report by the National Institute on Drug Abuse. That’s a higher number than for drug reports involving cocaine and heroin and a bit lower than marijuana reports. Victoria Martens’s death has rattled the northwest Albuquerque community where she lived. Laura Bobbs, a minister and close friend of the family, was sobbing and yelling when she arrived at the Arroyo Villas Apartments, which had been cordoned off with crime-scene tape, the Albuquerque Journal reported. “No, no, no, say it ain’t so,” Bobbs said, according to the paper. “Who does this to a little child? What is happening to this world, that they would kill a little child?” She had planned a birthday party for the girl, who wanted manicures and pedicures instead of toys, Bobbs told the paper. She also bought her lip gloss and a necklace with the words “From Aunti Laura” engraved on the back, Bobbs said. A neighbor, Paulina Quintana, said that the day before Victoria was killed, she seemed excited about her upcoming party. “My stomach has been hurting. I’m crying off and on,” Quintana told the paper. “I think we’re all freaking out.” By Thursday morning, a memorial of flowers, teddy bears, candles, butterflies and balloons had been set up outside the apartment. A bouquet of yellow flowers sat by a tree outside Petroglyph Elementary School, where Victoria was a student. “We cherish and protect our students and, like the rest of Albuquerque, are having a hard time wrapping our heads around the fact that someone could treat one of them so horrifically,” said a brief message on the school’s website. In a statement, New Mexico Gov. Susana Martinez (R) called the manner in which Victoria was killed “atrocious.” “What happened to this little girl is unspeakable,” she said, according to media reports, “and justice should come down like a hammer on the monster who committed this murder.” [but it will never happen] Kelley was recently released from prison and was staying with Martens at the time of the slaying. Both Kelley and Gonzales have extensive criminal records. .

-
W. Colin Chisholm, 78, Mack Trucks Executive and Museum Curator August 14, 1997 / The Morning Call W. Colin Chisholm, 78, of Allentown died Wednesday, August 13, at his home. He was the husband of Mary (Vinson) Chisholm. They were married 54 years in April. Mr. Chisholm was vice president of product quality and warranty at Mack Trucks Inc., Allentown, before retiring in 1983. After retiring, he was curator of the Mack Antique Truck Museum until his death. As a young man, he went to work for Mack Truck’s Salt Lake City, Utah factory branch as a mechanic, and later became the service superintendent. Subsequent positions included division service manager of Mack Trucks Canada Limited, Allentown product evaluation engineer and general service manager. Born in Ogden, Utah, he was a son of the late William Colin and Jessie E. (Trenam) Chisholm. A U.S. Army Air Corps veteran of World War II, he was secretary and treasurer of the 71st Squadron of the Army Air Corps. He was treasurer of the American Truck Foundation in Allentown, and a member of the Society of Automotive Engineers. Survivors include his wife; son, James Colin of Canton, Ga.; daughter, Joan K., wife of Timothy M. Gehris of Allentown; two granddaughters and two great-grandsons.
-
Who designed/styled the Superliner?
kscarbel2 replied to sodly's topic in Antique and Classic Mack Trucks General Discussion
I was about to suggest Winton J. (Win) Pelizzoni, but I see he passed on March 18, 2011. Our one-time sales manager of Sales Engineering*, Terry Warmkessel could tell you. * Not to be confused with Mack "Service Engineering". -
On immigration, Trump suddenly sounds like rivals he once ridiculed The Washington Post / August 25, 2016 Donald Trump suddenly sounds a lot like Jeb Bush and Marco Rubio on immigration For more than a year, Donald Trump took the hardest line on immigration — vowing to deport 11 million illegal immigrants en masse and pillorying his GOP primary rivals as favoring “amnesty.” But 11 weeks before the election, Trump is suddenly sounding a lot like the opponents he repeatedly ridiculed. The nominee and his campaign aides are now talking openly about requiring illegal immigrants to pay back taxes and potentially allowing those without criminal records to stay in the country — lines that Sen. Marco Rubio of Florida repeatedly used in the GOP presidential primary. Trump also says that any softening of his position won’t include a path to citizenship — consistent with the way former Florida governor Jeb Bush described how he would provide legal status for undocumented immigrants. The shift, if it sticks, marks a dramatic turnabout for a nominee who repeatedly attacked Bush, Rubio, Sen. Ted Cruz of Texas and other primary rivals as weak and spineless on immigration, and who repeatedly vowed that he would never waver in his push to deport everyone in the United States who is here illegally. It was unclear Thursday evening if it would. In an interview with CNN, Trump said “there is no path to legalization unless they leave the country and come back,” apparently returning to at least some version of his original position. Trump’s campaign did not immediately respond to a request for more clarity on his views. In a Thursday radio interview with WABC in New York, Bush said Trump’s views seem to be constantly changing, making it difficult to read where he stands. But he said Trump seems to have turned his back on the positions that have defined his candidacy. “Sounds like a typical politician, by the way, where you get in front of one crowd and say one thing, and then say something else to another crowd that may want to hear a different view,” said Bush, who has refused to endorse Trump. “All the things that Donald Trump railed against, he seems to be morphing into. It’s kind of disturbing.” When pressed on the similarities between his position and Trump’s new stance, Bush said with a laugh: “Well, I’m sure I influenced his position.” Republican advocates of immigration reform came out of the woodwork Thursday to draw attention to Trump’s changing stance. Former House majority leader Eric Cantor, who supported Bush’s campaign, wrote on Twitter: “Pleased to see @realDonaldTrump embrace @JebBush’s immigration plan.” Cantor lost his seat in a 2014 primary upset in part because of his support for immigration reform. Meanwhile, Democrats are in rare agreement with many Trump defenders in saying that the nominee has not actually flip-flopped. They argue that he is merely trying to paper over ugly remarks that can’t be taken back, such as labeling illegal immigrants from Mexico “rapists” and killers bringing drugs and crime into the United States. “I don’t think anything has changed,” said Rep. Luis V. Gutiérrez (D-Ill.), a staunch advocate of immigration reform. Following a staff shake-up last week amid worsening poll numbers against Democratic nominee Hillary Clinton, Trump has sought to move to the center — at least rhetorically — in a number of areas, including immigration. Although the nominee has been cagey on the details, Trump’s remarks so far have borne remarkable similarities to the positions that Bush and others held on immigration reform. For example, Bush wrote in a 2013 book on immigration reform that he supported “a path to earned legal status, not citizenship,” in which undocumented immigrants could obtain “a provisional work permit, where they pay taxes, they pay a fine, they learn English, they work.” He advocated the same in the GOP primaries. In a town-hall-style interview with Fox News Channel’s Sean Hannity that aired this week, Trump described a similar set of policies. He said there would be “no citizenship” and “no amnesty,” but at the same time he suggested that some otherwise law-abiding illegal immigrants could be allowed to stay if they pay back taxes. “No amnesty, but we work with them,” Trump said. In an interview on CNN on Thursday morning, Trump’s new campaign manager, Kellyanne Conway, tried to distinguish what Trump is saying from what Rubio, Bush and others advocated. “Senator Rubio is a particularly different case because he led the Gang of Eight with [Democrats] Chuck Schumer and — and I think Dick Durbin. The Gang of Eight, their plan was amnesty,” she said. Rubio was part of the Gang of Eight senators who co-sponsored a comprehensive immigration reform bill that included a path to citizenship in 2013. But he backed away from the sweeping approach by the time of his presidential campaign and repeatedly insisted that he did not support “amnesty.” Rubio also emphasized during his presidential campaign that he would not hesitate to deport illegal immigrants who have committed serious crimes. But he took a more tolerant attitude toward those who did not commit serious crimes. “If you’re a criminal alien, no, you can’t stay,” he said on NBC’s “Meet The Press” in January, specifying that he meant those who committed felonies. He added: “I don’t think you’re gonna round up and deport 12 million people.” In that interview, Trump said he would deport illegal immigrants who are “gang members.” But polling the audience, he seemed open to a different approach to those who have not broken laws aside from being in the country without proper documents. “So now we have the person, 20 years been an upstanding person, the family is great, everyone is great, do we throw them out or do we work with them?” Trump asked the crowd to a mixed reaction. Trump said Thursday that he will lay out an “exact plan” on immigration in an upcoming speech. “I will be doing that, I’d say, over the next week or so,” Trump told reporters at Trump Tower in New York. “I look forward to it.” He insisted that he is “very strong on illegal immigration” and warned not to be fooled by the news media. “You either have a country or you don’t. We either have borders or we don’t,” Trump said, adding that he would still build a massive wall along the southern border, and make Mexico pay for it, if elected president. At a Thursday afternoon rally in Manchester, N.H., Trump sought to project strength in his immigration positions, reiterating his commitment to building a wall on the U.S.-Mexico border. But he did not offer any new details on his revised stance. “We will end illegal immigration, and we will restore the constitutional rule of law,” Trump pledged. The wavering marks a sharp departure from last year, when Trump said in television interviews on NBC and MSNBC that illegal immigrants “have to go” and he vowed to create a “deportation force.” The tone he has adopted lately no longer includes that language. As a candidate in the primary, Trump hammered Bush and Rubio for being soft on illegal immigrants. The issue Bush and Rubio ran into with the GOP base was that many conservatives saw anything short of deporting all illegal immigrants as a form of “amnesty,” which has become one of the most damaging words to be associated with in Republican circles. Now, Trump risks having the same problem in the final stretch before the general election.
-
Volkswagen may have to buy back more US cars The Financial Times / August 25, 2016 The US court handling the Volkswagen diesel emissions scandal turned up the heat on the German carmaker by ordering lawyers on both sides to begin “plan B” negotiations in case 85,000 cars that violate US pollution rules cannot be fixed. Judge Charles Breyer called it “intolerable” that Volkswagen cars with 3.0 litre engines that do not meet US standards continue to be driven on the road with no solution in sight. The cars are among nearly 600,000 vehicles that were fitted with illegal “defeat devices” and exceed Environmental Protection Agency standards for nitrogen oxide. Last month, the judge gave preliminary approval to a $15 billion settlement in which VW agreed to buy back or fix almost half a million of the cars, those with 2.0 litre engines. But the 85,000 3 litre cars were not part of the deal. VW has been adamant that it can fix those cars without any affect on their performance. “What makes this case a bit different from the run of the mill case is that having the car on the road in violation of EPA standards is, in the court’s view, intolerable,” the judge said. “It’s something that must be addressed and corrected as expeditiously as possible.” VW has submitted several proposals to fix the cars, but after weeks of testing they have all been rejected. On July 13, the California Air Resources Board called VW’s latest proposal “incomplete, substantially deficient, and . . . far short of meeting the legal requirements to return these vehicles to the claimed certified configuration.” VW now has until October 24 to offer a new proposal, the court said. “It’s an iterative process, they’ve been going back and forth,” said a person familiar with the negotiations between VW and environmental regulators. Judge Breyer said that finding a fix was still “plan A”, but given that the progress was slow and he wanted the cars off the road, he ordered that a contingency plan, including settlement talks, be developed. “I am directing the parties to participate forthwith, and to come back on November 3 [with an update],” he told the lawyers. If Volkswagen were forced to buy back all 85,000 cars, it would be likely to add several billion dollars to the costs of the scandal. VW has estimated it will cost about €20,000 per vehicle to buy back the 2 litre cars. If the same price is applied to 3L cars, the cost would be €1.7 billion — but the 3 litre cars are generally newer and more expensive, so that total could be higher. VW has set aside about €18 billion for the scandal, which involves 11 million cars worldwide but the costs are centred in the US, where regulators first discovered the misbehaviour and emissions standards are high. Separately, lawyers told the court that VW had agreed to settle with 650 US dealerships which had sued the carmaker in April for fraud over the scandal. The dealers had sued the carmaker, seeking compensation for a drop in the value of diesel-engined cars and in their ability to sell new models. Volkswagen confirmed the settlement and said that it had agreed to “make cash payments and provide additional benefits to the dealers to resolve alleged past, current and future claims of losses in franchise value”. Hagens Berman, the law firm representing VW franchise dealers in the proposed settlement, said that the dollar amount of the deal was still up for discussion. In a statement on the law firm’s website, it said: “The payout formula is still under refinement and will be fully disclosed in the coming weeks.”
-
Saying the INS is dysfunction and out of sync with the times would be generous. Here's the PDF version from your government. https://www.uscis.gov/sites/default/files/files/form/n-400.pdf
- 1 reply
-
- 1
-

-
Who designed/styled the Superliner?
kscarbel2 replied to sodly's topic in Antique and Classic Mack Trucks General Discussion
Gentlemen, I can't recall if the Super-Liner was designed in Allentown, or by the staff of Mack Western in Hayward (which was headed by Allentown engineers and included west coast engineers we'd lured away from competitors). Back then, it took us on average five years to design a truck from scratch and launch it. Introduced in 1977, the first generation Super-Liner program (RWL/RWS) was established under Zenon C.R. Hansen (he retired on July 31, 1974 from his positions as board chairman and CEO). It was obvious that Mack Western needed a long nose conventional to compete in the western market. Walter M. May would have been deeply involved in the project, being COO and Vice President of Engineering. Sadly, we lost this legendary member of the Mack family last year. -
Does the Mack recall affect you? Big Rigs / August 25, 2016 In this latest recall Mack is calling back some 699 trucks made in 2015. Mack Titan, Granite, Super-Liner, Metro-Liner and Trident Trucks manufactured between February 9 last year and December 17 are being called back because of trailer issues. On the government's product safety website, where you can find a full list of Vin numbers, it says the defect is the trailer ABS malfunction light does not illuminate. "If a malfunction were to occur with the trailer ABS, the driver would not be alerted to the issue, posing a potential accident hazard.” Consumers are asked to contact Volvo Group Australia authorised repairing dealer to have instrument cluster software updated. Back in June, Mack Granite and Trident Trucks manufactured between September 1, 2011 through to April 30, 2014 equipped with Mack proprietary axle were recalled. That recall was instigated because the cap nut that retains the inter-axle driveshaft yoke to the rear axle input shaft may be subject to premature loosening. The potential risk if the nut comes off, is the yoke can separate from the axle input shaft and cause the driveshaft to disconnect, posing an accident hazard to the driver and other road users. .

-
Owner/Driver / August 18, 2016 Trailer warning issues force VGA to recall most models sold in 2015 Volvo Group Australia (VGA) has recalled 699 Mack Titan, Granite, Super-Liner, Metro-Liner, and Trident models over trailer ABS alert issues. According to an Australian Competition & Consumer Commission (ACCC) notice, the affected trucks, which were manufactured between February 9, 2015 and December 17, 2015, are equipped with trailer ABS malfunction lights that do not illuminate. "If a malfunction were to occur with the trailer ABS the driver would not be alerted to the issue," the ACCC notice says, "posing a potential accident hazard." Sold nationally by VGA through authorised dealerships, the affected Mack trucks require an update to their instrument cluster software. VGA says consumers should contact an authorised repairing dealer. The recall marks the second in two months from Mack, the first affected Granite and Trident models made between 2011 and 2014.
-
Allison Transmission Press Release / August 23, 2016 The new Allison transmission-equipped Volkswagen Constellation 26.280 6x4 concrete mixer will be featured at three booths during Concrete Show South America August 24 thru 26 at the Sao Paulo Exhibition Center. Attendees can get a close look at the VW Constellation while visiting Liebherr Brazil, the Society of Industrial Thermoelectric Plants (SITI) and Convict Industry and Commerce. Developed in conjunction with Volkswagen Truck & Bus, the vocational truck includes a fully automatic Allison 3000 Series transmission. Construction requires trucks to haul massive loads, withstand heavy start-stop duty-cycles and endure day-after-day use without breaking down. This kind of work takes a toll on weaker transmissions. However, instead of a starting clutch that is prone to wear, Allison uses a patented torque converter technology for more time on the road and lower repair costs. Allison’s torque converter smoothly multiplies engine torque, delivering more power to the wheels. By multiplying the engine power, drivers get increased performance, faster acceleration and greater operational flexibility. An Allison fully automatic transmission delivers continuous power to the wheels while a manual or automated manual transmission (AMT) loses power with every shift. This Continuous Power Technology enables Allison transmissions to provide smoother, seamless, full-power shifts. By accelerating faster than manual and automated manual transmissions (AMTs), Allison Automatics allow fleets to operate at higher average speeds and complete more loads per day. In addition to reliability and increased productivity, the following are more reasons Allison is considered the top choice for construction vehicles: Improved maneuverability to creep in soft soil and navigate tight spaces Better on hills with 2nd Reverse and more control on steep grades with virtually no rollback Easier and safer to operate for less experienced drivers, expanding the driver pool Available with engine speed Power Take-Off (PTO) Be sure to check out the VW Constellation 26.280 6x4 during Concrete Show South America and learn more about the benefits of fully automatic Allison transmissions. .

-
Scania’s got a new truck, but not for North America. Not yet at least. Sean Kilcarr, Fleet Owner / August 24, 2016 It’s always a treat to watch a new truck get introduced, with all the flash and hype that’s usually only reserved for swanky new sports cars. That’s certainly the case for the new big rig being rolled out by Swedish truck maker Scania, which is part of Volkswagen Truck & Bus GmbH; an all-new platform that’s been 10 years in the making, with the OEM investing some US$2.39 billion over that time span to bring it to life. Scania’s executives felt that Paris served as an “ideal location” for the launch of its new truck, as the famed “City of Light” is a home for “design innovation.” Aside from all the glitz, however, and despite it being hailed as a “global truck,” North American fleets won’t see this ride anytime soon. Indeed, its cabover design doesn’t mesh with the conventional cab sensibilities on this side of the pond, though the new Scania is certainly going to fit well with fleet needs in other markets around the world. There are, however, a few takeaways worthy of note for North American fleet operators from this new truck – especially as Scania is trying to leverage its vertically-integrated truck platform to generate more savings for its customers. That’s not just in terms of better fuel economy, though the OEM touted that its new truck should achieve a 5% improvement in fuel efficiency compared to its current models (with 3% coming from powertrain improvements and 2% due to better aerodynamics). One of the bigger advances stems from the OEM’s “Scania Maintenance” program, which I’ve noted in this space before; a program that bases truck maintenance on data, not mileage, and purportedly can extend engine oil drain intervals out to 150,000 kilometers under the right circumstances – that’s 93,000 miles for fleets on this side of the pond. Those kinds of predictive maintenance abilities are only possible due to the rise of the “connected truck,” which is something Scania views as “unavoidable” in the European Union of 2016. Indeed, the OEM said it now has over 200,000 connected vehicles on the road, with 95% of all its trucks delivered in Europe now “connected” vehicles. “Our assessment is that within a few years, quality, user-friendliness and the actual benefit of the services that connectivity enables will mark the great dividing line in the industry between premium manufacturers and all the rest," noted Mattias Lundholm, head of connected services at Scania, during the OEM’s press event. “Offering a cleverly designed range of connected services and added value increases a hauler’s competitive edge and contributes to more profit," he explained. Certainly, Scania thinks this new truck will do that and more for European motor carriers, as well as others in selected markets around the world. We’ll see if those capabilities come to life as promised.
-
. .
-
Critics push U.S. to help Europe by taking more refugees
kscarbel2 replied to kscarbel2's topic in Odds and Ends
You’ve got to wonder................ --------------------------------------------------------------------------------------------------------------------------------------- Reuters / August 24, 2016 German politicians on Wednesday criticized Chancellor Angela Merkel for saying that people with a Turkish background who live in Germany should show "loyalty to our country", calling her comment unnecessarily divisive at a particularly difficult time. Adding to mounting strains on relations between Germany and Turkey, a major partner in regional attempts to stem mass migration, a leaked government report last Wednesday stated [correctly] that Turkey was a hub for Islamist groups. German media have also reported that the Turkish government's MIT intelligence service had a network of 6,000 informants in Germany. In an interview published on Tuesday, Merkel had told the Passauer Neuen Presse newspaper: "We expect those with a Turkish background who have lived in Germany for a long time to develop a high degree of loyalty to our country." In exchange, she said, Germany was trying to be open to their concerns and to understand them. German integration commissioner Aydan Ozugus [German-born to Turkish parents], a member of the Social Democrats that rule in coalition with Merkel's conservative Christian Democrats, criticized Merkel’s comments. She said a clear majority of those with a Turkish background "felt allegiance to our country" and should not be assumed to have conflicting loyalties. Volker Beck, migration spokesman for the Green party, said: "Questioning the loyalty of your own citizens without any particular reason is a practice that we generally see only in authoritarian regimes." He said people with a Turkish background needed to support German values such as human dignity and human rights, regardless of language, religion and ethnic origin, not declare "loyalty" to one country. [?????] Tensions are already high in the 3-million strong Turkish community in Germany between supporters of Turkish President Tayyip Erdogan and those of a U.S.-based cleric he blames for a thwarted coup on July 15. Erdogan backers have demonstrated in several German cities since the attempted coup, shops have been boycotted by rival sides and hate mail has been sent to anti-Erdogan politicians.
BMT Forum Logo
